При какой температуре паять пластиковые трубы таблица

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров -16-110 мм – можно внедрить любое техническое решение.
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.
Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
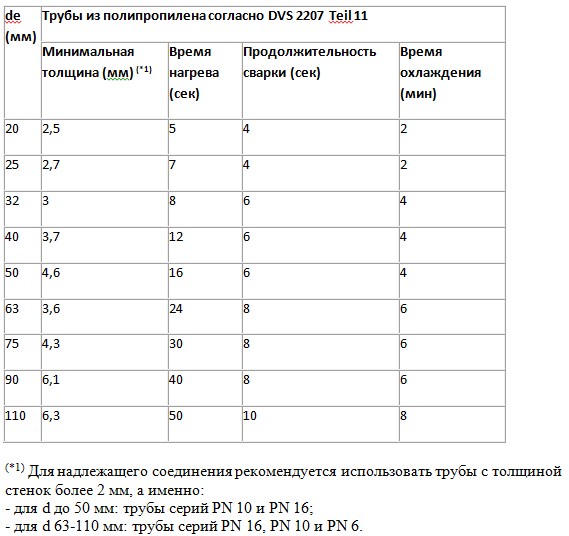
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Галерея изображений
Фото из
Утюг для сварки полипропилена
Шейвер для удаления армирования
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Этап #2 – разметка и нарезка труб
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
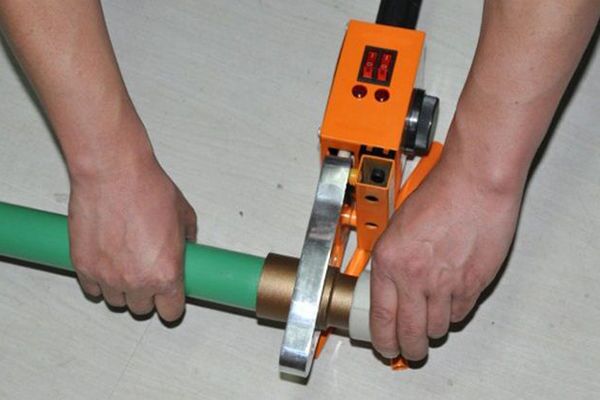
Этап #3 – соединение элементов и нагрев
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.
Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
Видео #1. Технология пайки PPR труб:
Видео #2. Разбор часто встречающихся ошибок:
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Источник
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Пайка ПП труб
Общая информация
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
«Обратите внимание!
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Источник
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
Источник